Dejar un mensaje
Puede contactarnos de la forma que le resulte más cómoda. Estamos disponibles 24/7 por fax, correo electrónico o teléfono. Agradecemos su cooperación y trabajaremos juntos para mejorar.
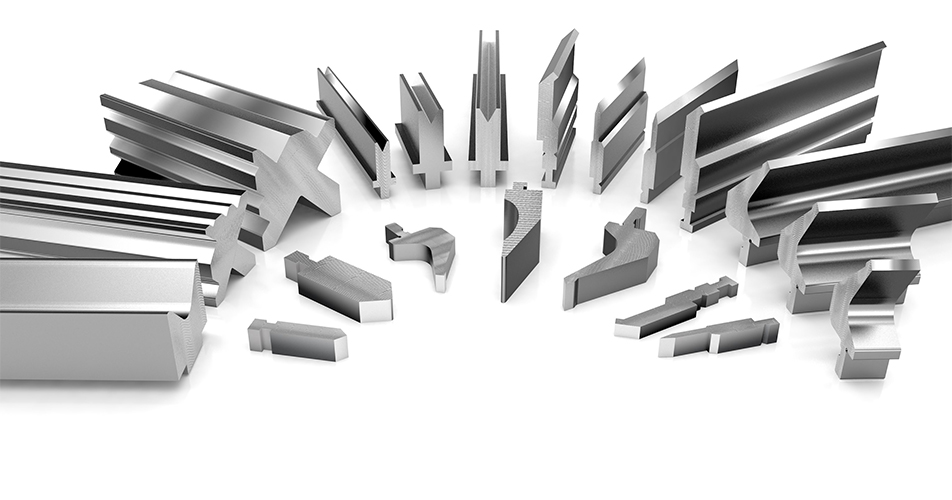
Ahora debemos pasar al "herramental adecuado", es decir, a elegir la herramienta del catálogo adecuada para doblar la pieza o la que se debe pedir principalmente para la producción. Para ello, necesitamos una descripción completa de los tipos de herramental y sus posibilidades. Intentaremos no basarnos en ningún sistema de herramental, sino únicamente en la geometría de las herramientas y sus posibilidades de doblado.
Si tienes el nivel principiante es razonable también hacer una pequeña introducción a herramientas de prensa plegadora en sí y dividirlo en las siguientes categorías simples:
Punzón de plegado: herramienta superior que se acopla directamente a la viga móvil de la prensa plegadora o al soporte superior de la viga y se mueve junto con esta. Seleccionamos el punzón en función del tonelaje necesario, el ángulo de plegado y la geometría principal para realizar el plegado.
Matriz de doblado: herramienta inferior que se fija a la mesa o soporte inferior de la prensa plegadora y permanece fija. Durante el doblado, el punzón se introduce en la matriz. La matriz se selecciona en función del espesor del material y el ángulo de doblado. La matriz también permite reducir el tonelaje necesario para el doblado: una matriz más grande de lo recomendado implica un reborde mayor para la pieza y un radio de doblado mayor, pero un tonelaje menor. En otras palabras, si se utiliza una matriz V16 para acero dulce de 2 mm de espesor o una matriz V32 para acero dulce de 2 mm de espesor, el tonelaje requerido para el doblado será mucho menor.
Juegos de herramientas: juegos completos de herramientas que incluyen partes superiores e inferiores (principalmente piezas y matrices), pero que se utilizan para aplicaciones especiales, por lo que muchas veces no se pueden usar sin cada una (como Herramientas de doblado en Z) o se utiliza con muchas limitaciones (como perforadora de dobladillo). Por lo tanto, estas herramientas normalmente se venden, fabrican, suministran y utilizan únicamente como un conjunto completo.
Adaptadores, soportes, abrazaderas, dispositivos intermedios, de fijación, etc. - todo lo que debe instalarse entre las piezas y la construcción de la prensa plegadora y punzones y matrices.
Los punzones y matrices también pueden ser macizos o estar fabricados como soporte principal e inserto (por ejemplo herramientas de radio).
Hoy en día existen también muchas soluciones especiales para utilizar las prensas plegadoras como máquina para realizar fuerza y para instalar también unidades de punzonado por ejemplo (para hacer agujeros, entalladuras, lamas, etc.).
En casos muy poco comunes (conocemos algunos proyectos especiales), las herramientas podrían ser reversibles, instalando el punzón en la parte inferior y la matriz en la superior. La razón principal es la expansión de la posible pieza de brida, que golpeará la mesa inferior al usar herramientas de doblado estándar. Es muy poco común, pero mostramos ideas reales y pueden saber que también podría ser posible.
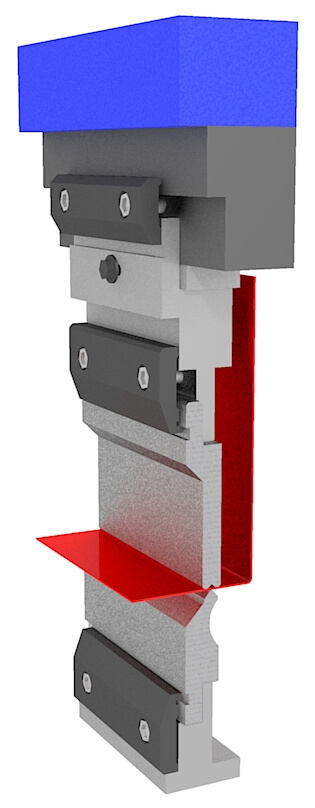
Imagen - Herramientas invertidas: punzón abajo, matriz arriba. Con esta interesante construcción, se aprovecha la altura del intermedio para realizar un doblez de retorno sin problemas con la pestaña grande.
Todas las herramientas de plegado de prensa están hechas de metal (generalmente C45 o 42CrMo4, para más detalles puede leer sobre nuestra producción) y endurecimiento de las áreas de trabajo que están sujetas a tensión y desgaste. Herramientas para prensa plegadora También se utilizan para diversas aplicaciones, como el doblado de barras o el doblado interseccional de perfiles. Para cualquier aplicación no estándar, el fabricante debe informarse al respecto, junto con la solicitud, para ofrecer las herramientas adecuadas.
Todos los soportes y mandriles suelen ser metálicos, pero sin endurecimiento adicional, ya que no se someten a tensiones constantes durante el trabajo. Las herramientas de precisión permiten instalar una línea sin dejar huecos que puedan afectar al material durante el doblado.
También es importante saber que ningún fabricante garantiza el correcto ajuste de las herramientas en una línea junto con las de otro fabricante. Esto se debe a que cada fabricante tiene sus propias condiciones de producción, que pueden ser diferentes, incluso con la misma geometría de la herramienta.



 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA




 English
English Pусский
Pусский Español
Español