Dejar un mensaje
Puede contactarnos de la forma que le resulte más cómoda. Estamos disponibles 24/7 por fax, correo electrónico o teléfono. Agradecemos su cooperación y trabajaremos juntos para mejorar.
Las prensas plegadoras son formas avanzadas de tecnología de fabricación utilizadas para doblado de material en láminas o placas, más comúnmente chapa de metalPara utilizarlo con éxito es necesario comprender detalladamente cómo funciona la máquina y el papel de la persona que la opera.
Si eres nuevo en el trabajo con prensas plegadoras, hay algunas cosas importantes que debes tener en cuenta:
Tipos de prensa plegadora
Los dos tipos más comunes de prensa plegadora son la hidráulica y la eléctrica:
Prensas plegadoras hidráulicas:Son más fáciles de usar y tienen un precio más bajo. Son ideales para trabajar con materiales grandes y económicos que no requieren dobleces de alta precisión. Las fuerzas de presión típicas oscilan entre 40 y 600, y una prensa plegadora hidráulica probablemente será su única opción si necesita una plegadora de más de 300 toneladas.
Haga clic aquí para obtener más información sobre las prensas plegadoras hidráulicas Baykal.
Plegadoras eléctricas:Ofrecen mayor precisión y permiten crear dobleces hiperprecisos en piezas delicadas. Si bien su precio inicial es más elevado, su funcionamiento a largo plazo resulta más económico. Las fuerzas de presión suelen oscilar entre 20 y 200.
Haga clic aquí para obtener más información sobre las prensas plegadoras eléctricas SafanDarley.
Tonelaje de la prensa plegadora
Una prensa plegadora tiene un límite en la fuerza que puede ejercer sobre una pieza. Es necesario calcular el tonelaje, es decir, la fuerza de plegado adecuada, antes de empezar a trabajar en una pieza. Excederlo puede dañar la máquina, la pieza o ambos.
Los fabricantes de prensas plegadoras pueden proporcionar estimaciones de tonelaje, que a veces se incluyen en la propia prensa. Recuerde que la información de la tabla corresponde únicamente al doblado por aire. Los requisitos de tonelaje son aproximadamente cuatro veces el tonelaje del doblado por aire para el doblado inferior y ocho veces para el troquelado.
A veces, una pieza se puede conformar descentrada, siempre que la máquina sea adecuada para ello. No intente esto si la prensa plegadora no está diseñada para ello.
Herramientas para prensas plegadoras
Recuerde verificar las tolerancias de las herramientas cada vez que seleccione un punzón y una matriz. El operador debe asegurarse de que las herramientas cumplan con las especificaciones del fabricante y realizar los ajustes necesarios.
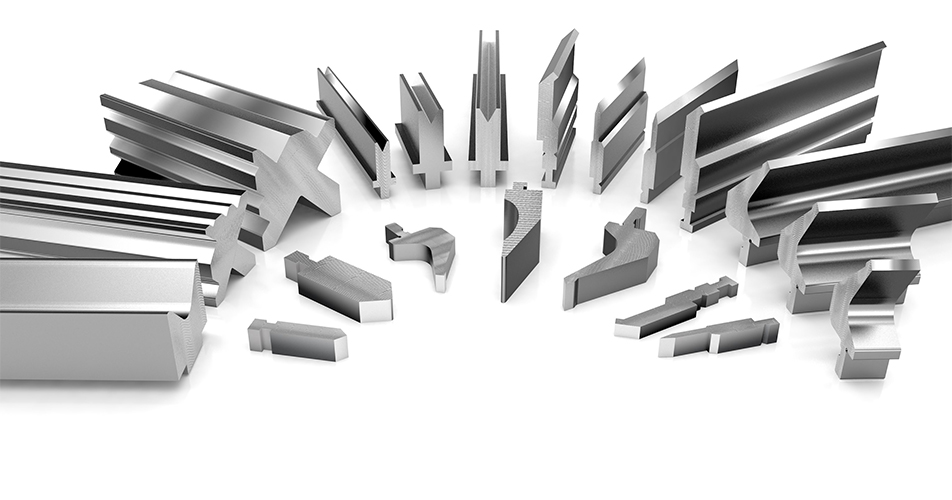
Algunos de los troqueles más comunes incluyen:
Troqueles en VTodos ellos crearán curvas en forma de V que varían en ángulo, profundidad y ancho.
Matrices de ángulo agudo:Crean ángulos agudos, obtusos y de 90 grados.
Golpes de cuello de cisne:Esta matriz se utiliza para limpiar bridas, los bordes que sobresalen de una pieza de trabajo.
Matrices offsetEstos son juegos combinados de punzón y matriz. Forman dos ángulos para crear una "Z".
Matrices de costura:Estas matrices producen costuras en láminas y tubos.
Matrices para rizar:Éstos rizan o enrollan los bordes de las hojas.
Matrices para conformado de tubos y tuberías:Estas matrices primero enrollan los bordes de una hoja hacia arriba y luego forman los bordes enrollados en un cilindro.
Matrices tipo balancín:Al moverse de lado a lado y de arriba a abajo, estas matrices doblan el material al que se aplican.
Matrices de corrugado:Estas matrices se caracterizan por sus superficies onduladas, lo que produce curvas únicas.
Matrices de múltiples curvasEstos juegos de matrices están diseñados para crear formas específicas para proyectos individuales. Son útiles para realizar varios pliegues en un solo movimiento.
Doblado con prensa plegadora
Familiarícese con los siguientes procesos:
Doblado por aire: Con este método, la pieza solo interactuará con los bordes de la matriz y la parte superior del punzón. El punzón será forzado más allá de la parte superior de la matriz y dentro de la abertura en V, pero no tocará la parte inferior de la V. Esto significa que el radio interior del doblez estará controlado casi exclusivamente por el tamaño de la abertura en C de la matriz inferior. La ventaja es que el operador puede corregir errores o ajustar el diseño simplemente cambiando las matrices inferiores; sin embargo, puede ser fácil producir piezas de mala calidad si las matrices no se seleccionan con cuidado y de acuerdo con la tabla de fuerza de doblado por aire. Si está trabajando con una prensa plegadora mecánica anticuada, casi nunca debería doblar por aire. El doblado por aire requiere alta precisión y las máquinas más antiguas suelen tener mayores márgenes de error. Incluso una diferencia de unas pocas milésimas de pulgada puede producir piezas de mala calidad o defectuosas.
Doblado inferior: Al doblar inferiormente, el ángulo de la matriz debe coincidir casi exactamente con el ángulo deseado de la pieza. La pieza debe tocar la matriz antes de forzar el radio del punzón, logrando así el ángulo deseado. Al soltarlo, el material recuperará su forma elástica y volverá a tocar la matriz. Al doblar inferiormente, el operador siempre debe tener en cuenta la recuperación elástica doblando el material unos grados más. Un ángulo mayor puede dañar la pieza.
Acuñación: Con este tipo básico de plegado, la pieza se estampa entre un punzón y una matriz. Los resultados son muy precisos y repetibles, y pueden lograrse con máquinas más sencillas. Sin embargo, este método requiere un gran tonelaje, a menudo superior a 50 toneladas por pulgada cuadrada, frente a las 1 o 2 toneladas por pulgada cuadrada del plegado por aire. Por esta razón, el desgaste de las máquinas es mayor y se requieren herramientas más robustas.
Mantenimiento de su prensa plegadora
El operador de la prensa plegadora debe mantenerse al día con los programas de mantenimiento y realizar inspecciones constantes para garantizar que la máquina funcione de la mejor manera.
Inspeccione siempre los punzones y matrices antes de usarlos para asegurarse de que no tengan abolladuras ni grietas.Las herramientas defectuosas pueden dañar la máquina o la pieza de trabajo.
Si está trabajando con un modelo hidráulico,Asegúrese de cambiar periódicamente el aceite y el filtro.
Lubricar los componentes semanalmenteUtilice un lubricante conforme a las especificaciones del fabricante. Preste atención a los husillos de bolas, los segmentos de engranaje, el codificador guía y su sistema, las guías y los rales, el sistema de piñón y cremallera, y el sistema de guiado RAM.
Asegúrese de que los componentes mecánicos se inspeccionen dos veces al año y el sistema eléctrico anualmente., o según las recomendaciones del fabricante
Optimización de las tiradas de producción de prensas plegadoras
La función del operador es garantizar la máxima eficiencia produciendo piezas de calidad y minimizando los tiempos de preparación. Antes de comenzar un trabajo, considere la correlación entre el tiempo de preparación y la cantidad de piezas a producir. Las tiradas de producción deben ser grandes si las piezas son delicadas, complejas o utilizan materiales costosos, ya que estos proyectos requieren más tiempo de preparación. Las piezas sencillas pueden procesarse en tiradas más pequeñas, ya que su preparación requiere menos tiempo.
A medida que se familiarice con la máquina con la que está trabajando, la experiencia adquirida le ayudará a tomar las decisiones correctas sobre los tiempos de configuración y producción.
Dibujos de lectura
Familiarícese con la lectura de planos, ya que estos incluirán las dimensiones de la pieza, los ángulos de plegado, los radios interiores y las dimensiones de las piezas brutas. Deben basarse en las capacidades de la prensa plegadora y las herramientas, aunque el operador debe tomar las medidas necesarias para realizar los cambios necesarios si se ha omitido información o es incorrecta. Realizar los ajustes necesarios no es la situación ideal para ningún operador de prensa plegadora, ya que consume un valioso tiempo de producción y genera más chatarra, pero se volverá más fácil con la práctica.
Su empresa debe brindarle una capacitación integral para trabajar con las máquinas de su taller. Esta formación, sumada a la experiencia directa con máquinas bien construidas y en buen estado, le ayudará a convertirse en un operador de prensa plegadora experimentado y exitoso.



 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA




 English
English Pусский
Pусский Español
Español