Dejar un mensaje
Puede contactarnos de la forma que le resulte más cómoda. Estamos disponibles 24/7 por fax, correo electrónico o teléfono. Agradecemos su cooperación y trabajaremos juntos para mejorar.
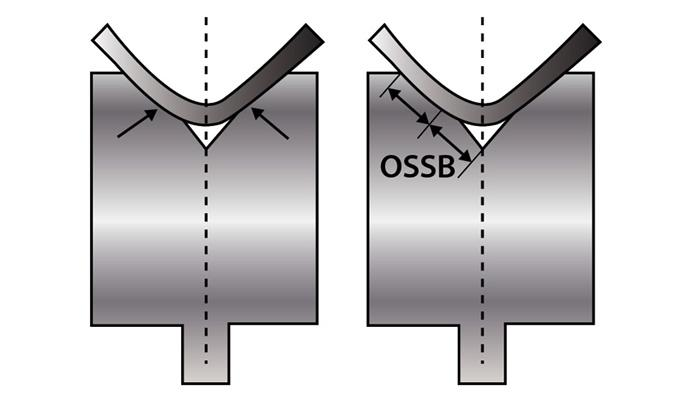
Figura 1
Para sacar el máximo provecho de su herramientas de prensa plegadoraLa tangente del doblez, donde comienza el radio, idealmente debería estar a la mitad de la cara de la matriz. En este caso, la mitad de la cara de la matriz equivale al retranqueo exterior (OSSB), la distancia desde la línea exterior del molde (planos paralelos a la pieza) hasta el punto de tangencia del doblez.
Pregunta:
Nuestro departamento de fabricación está documentando los procesos estándar para seleccionar el correcto puñetazo y morirCombinación para obtener los resultados deseados al doblar con aire. Queremos lograr un doblez de 90 grados para una pieza de acero inoxidable 304 de 0,0751 pulgadas de espesor con un radio de doblez interior de 0,0751 pulgadas. Existe la regla del 20 % y la regla de 8 veces el espesor del material. ¿Cómo debo aplicar estas reglas para seleccionar la abertura de la matriz?
Respuesta:
La regla 8x es una antigua regla práctica basada en acero laminado en frío con resistencia a la tracción de 60,000 PSI. Esta regla establece que la mejor práctica es elegir un ancho de abertura de matriz ocho veces mayor que el espesor del material. Generalmente, se obtienen los mejores resultados al trabajar con esta regla. Facilita el conformado y logra estabilidad en el ángulo de plegado, trabajando dentro de los requisitos de tonelaje. Descubrirá que puede producir un radio interior aproximadamente igual al espesor del material.
Aun así, "8x" es solo una etiqueta, y el factor puede aumentar o disminuir con el espesor del material. A veces, el ancho de la abertura de la matriz equivale a 6 veces el espesor del material, otras veces a 10 o 12 veces. La regla de 8x es una buena regla general que mantiene los tonelajes bajos y las piezas estables, al menos hasta cierto punto. Pero, por desgracia, no tiene en cuenta los diferentes tipos de materiales.
La regla del 20% define el radio interior de flotación en un molde de aire sobre una matriz determinada. A diferencia de la regla 8x, la regla del 20% se puede factorizar según el tipo de material. En acero inoxidable 304, el radio interior será del 20% al 22% del ancho de la abertura de la matriz; en acero laminado en frío, el radio de curvatura interior será del 15% al 17%; y en aluminio 5052 H32, el radio de curvatura interior será del 9% al 11%. Se parte del valor medio (en el caso del acero inoxidable 304, este es del 21%) y se ajusta si es necesario.
La regla del 20% simplemente describe el radio interior resultante del doblado por aire y se utiliza para calcular las deducciones por doblado. Sin embargo, no suele utilizarse para determinar la abertura de la matriz, ya que no considera la recuperación elástica ni los límites de tonelaje.
Para su trabajo en acero inoxidable, podría reescribir la fórmula de la regla del 20% (Ancho de la abertura de la matriz × 21% = Radio de curvatura interior) para que diga Radio de curvatura interior/21% = Ancho de la abertura de la matriz. Esto le daría: 0,075 pulg./0,21 = 0,357 pulg. de ancho de la abertura de la matriz. Sin embargo, esto no considera la recuperación elástica ni los límites de tonelaje, y podría sobrecargar seriamente la prensa o las herramientas. Esto es pequeño para una abertura de matriz, y el tonelaje debe considerarse.
Para lograr un radio determinado, necesita las herramientas y la prensa plegadora adecuadas. En definitiva, los anchos de abertura de matriz disponibles en su catálogo de herramientas, así como la capacidad de tonelaje de sus herramientas y prensas plegadoras, determinarán los radios de plegado interior que puede lograr al doblar con aire un tipo y espesor de material determinados. Un procedimiento de selección de herramientas para doblado con aire debe incluir lo siguiente:
1. Asegúrese de que el radio de curvatura interior especificado no sea inferior al radio de curvatura mínimo agudo. De lo contrario, el radio de curvatura interior no se puede lograr físicamente, salvo mediante estampación o rebaje. Esto se debe a que, al agudizarse la curvatura, el punzón empieza a excavar una zanja en el material. En el acero dulce, una curvatura suele agudizarse cuando el radio interior alcanza aproximadamente el 63 % del espesor del material. (Para más información sobre curvaturas agudas, consulte "Cómo agudizarse una curvatura"). En su caso, por supuesto, busca lograr una relación de 1 a 1 entre el espesor del material y el radio de curvatura interior, lo cual es sin duda alcanzable, siempre que sus herramientas y máquinas puedan soportar los requisitos de tonelaje.
2. Seleccione la abertura de la matriz. En cualquier tipo de máquina, generalmente no conviene usarla en exceso ni en defecto. Se obtiene el máximo rendimiento de la máquina a la mitad del valor máximo de trabajo. Dicho esto, ¿no es la combinación de matriz, punzón y material realmente una "máquina"? Por supuesto que sí. Entonces, ¿cuál es la mitad del valor máximo de trabajo de una matriz? En condiciones ideales, ese punto se encuentra en la mitad de la cara de la matriz, como se muestra en la Figura 1.
Para encontrar la abertura de matriz geométricamente perfecta (aquella en la que la curvatura se produce a la mitad de la cara de la matriz), utilice la siguiente fórmula: (Radio de curvatura exterior × 0,7071) × Factor = Apertura de matriz perfecta.
Para calcular el radio de curvatura exterior, sume el radio de curvatura interior deseado al espesor del material. En su ejemplo, sumaría 0,075 pulgadas de radio interior al espesor del material de 0,075 pulgadas y obtendría un radio de curvatura exterior de 0,150 pulgadas.
El factor de la fórmula es un multiplicador, y un multiplicador de 4.0 proporcionaría un valor lo más cercano posible a la perfección geométrica, en términos prácticos, pero sin considerar la recuperación elástica. Para tener en cuenta la recuperación elástica, aumente ligeramente el multiplicador. En espesores de material inferiores a 0.125 pulgadas, un multiplicador de trabajo realista es 4.85. En materiales entre 0.125 y 0.250 pulgadas, el multiplicador es 5.85 pulgadas (el material con un espesor superior a 0.250 pulgadas se calcula de forma diferente). Este método de selección de matrices mantiene las relaciones constantes, independientemente de si el radio es grande y el material delgado, o si el material es grueso y el radio es pequeño.
En su caso, calcularía lo siguiente: (Radio de curvatura exterior × 0,7071) × Factor = Abertura de matriz perfecta; o (0,150 pulg. × 0,7071) × 4,85 = 0,514 pulg. Por supuesto, su taller probablemente no disponga de una abertura de matriz de 0,514 pulg., por lo que probablemente deberá elegir el ancho más cercano disponible, entre una matriz de 0,472 pulg. o de 0,551 pulg. Elegir la abertura de matriz más cercana mantendrá el radio de curvatura interior lo más cercano posible al valor solicitado. Esto supone que el exceso de tonelaje no supone un problema si se utiliza una matriz más pequeña.
(Tenga en cuenta que utilizando un factor de 4,0, el valor del ancho de la matriz sería 0,424 pulgadas, lo que, al menos en el sentido teórico, es geométricamente perfecto para el trabajo, pero nuevamente no tiene en cuenta la recuperación elástica).
3. Calcule los requisitos de tonelaje. Una vez determinada la abertura ideal del troquel, asegúrese de que no exceda el tonelaje disponible de su prensa o herramental. Para calcularlo, utilice la siguiente fórmula: [(575 × Espesor del material²)/Abertura del troquel] × Factor del material = Tonelaje por pie.
Utilizamos el acero AISI 1035 con una resistencia a la tracción de 60 000 PSI (el tipo de acero laminado en frío más común) como referencia, por lo que le asignamos un factor de material de 1. Para obtener el factor de un material específico, puede realizar una comparación simple de las resistencias a la tracción, considerando una resistencia a la tracción de 60 000 PSI como referencia. Si su acero inoxidable 304 se especifica con una resistencia a la tracción de 85 000 PSI, divida esa resistencia entre 60 000 para obtener 1,4. Por lo tanto, el cálculo del tonelaje sería: [(575 × 0,005625) / 0,551] × 1,4 = 8,22 toneladas por pie. También deberá considerar la longitud de la curva. Si se encuentra dentro de los límites de tonelaje de sus herramientas y prensa plegadora, continúe con el siguiente paso.
4. Si el ancho de la matriz es aceptable, calcule el radio de curvatura utilizando la regla del 20 por ciento. Comience con el valor medio. Volviendo a nuestro ejemplo del acero inoxidable 304, el porcentaje medio es 21. Multiplique este porcentaje por la abertura real de la matriz que utilizará y obtendrá el radio de curvatura interior resultante: 0,551 pulg. × 0,21 = 0,1157 pulg. de radio de curvatura interior.
El radio real será de aproximadamente 0,116 pulgadas, lo más cercano a 1:1 que se puede obtener en un molde de aire. Si bien el radio es mayor que una relación de 1:1 entre el radio de curvatura y el espesor del material, la matriz también es mayor que la perfecta. Incluso un ancho de matriz geométricamente perfecto produciría un radio interior ligeramente mayor que el espesor del material. Sin estampación, no es posible obtener una relación exacta de 1:1 sin herramientas personalizadas.
5. Utilice este valor del radio de curvatura interior para calcular la deducción de curvatura. Ahora, inserte este valor en sus fórmulas de deducción de curvatura. El software ha automatizado estos cálculos, pero para repasar las matemáticas, consulte "Cómo se forma el radio de curvatura interior", disponible en www.thefabricator.com.
6. Utilice el conjunto de herramientas seleccionado para obtener la deducción de plegado calculada. Ha determinado que el radio de plegado interior es físicamente posible; ha seleccionado un ancho de abertura de matriz que le permitirá aproximarse lo más posible al radio de plegado interior deseado; ha calculado las deducciones de plegado según la regla del 20%; y ha tenido en cuenta el tonelaje disponible y la recuperación elástica. Con todo esto en mente, va por buen camino para construir piezas perfectas.



 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA




 English
English Pусский
Pусский Español
Español