Dejar un mensaje
Puede contactarnos de la forma que le resulte más cómoda. Estamos disponibles 24/7 por fax, correo electrónico o teléfono. Agradecemos su cooperación y trabajaremos juntos para mejorar.
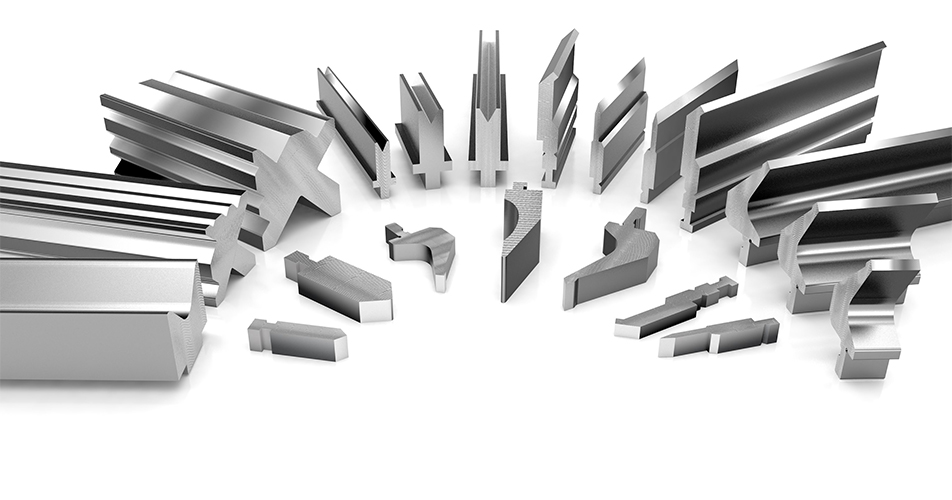
Clasificación de uso común herramientas de prensa plegadora:
Existen varios tipos de herramientas de doblado, entre ellas: En forma de L, En forma de R, En forma de U, En forma de Z, etc. El golpe superior Tiene principalmente diferentes ángulos, como 90°, 88°, 45°, 30°, 20° y 15°. Hay ranuras dobles y simples con diferentes anchos de ranura de 4 a 18 V. matrices inferiores, así como Molde inferior R, ángulo agudo mo inferiorld, juego de herramientas para aplanar, etc. Herramientas para prensa plegadora, punzón y matriz Se dividen en secciones y piezas completas: el punzón superior se divide generalmente en secciones de 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm y 10 mm, con una longitud total de 835 mm. La matriz inferior se divide generalmente en secciones de 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm y 10 mm, con una longitud total de 835 mm.
① Herramientas de doblado Están fabricados con acero sometido a un tratamiento térmico especial y se caracterizan por su alta dureza, bajo desgaste y alta resistencia a la presión. Sin embargo, cada juego de moldes tiene una capacidad máxima de presión de toneladas por metro. Por lo tanto, al utilizar el molde, se debe seleccionar la longitud del mismo, es decir, la presión que se aplicará por metro, sin exceder la presión marcada por el molde.
② Para evitar dañar el molde, se estipula que, al alinear el origen, se deben utilizar moldes superior e inferior con una longitud mínima de 300 mm. Solo después de alinear el origen se pueden utilizar moldes superior e inferior de la misma altura. Está estrictamente prohibido utilizar moldes divididos para el origen, y este debe basarse en la presión interna del origen de la máquina AMADA.
③ Al utilizar moldes, debido a las diferentes alturas de los distintos moldes, al seleccionar moldes en una máquina solo se pueden utilizar moldes de la misma altura, y no se pueden utilizar moldes de diferentes alturas.
④ Al utilizar moldes, se deben seleccionar los moldes superior e inferior adecuados según la dureza, el grosor y la longitud de la lámina metálica. Generalmente, el molde inferior se utiliza según el estándar de 5-6T, y su longitud debe ser mayor que la de la lámina. Si el material es más duro y grueso, se debe utilizar un molde inferior con una ranura más ancha.
⑤ Al doblar ángulos agudos o prensar ángulos muertos, se debe seleccionar un ángulo de 30 grados, doblando primero el ángulo agudo y prensando el borde muerto después. Al doblar el ángulo R, se deben seleccionar los moldes superior e inferior R.
⑥ Al doblar piezas de trabajo más largas, no utilice moldes segmentados para reducir la sangría de la herramienta y elija los de ranura única porque el ángulo exterior R de la ranura en V del molde inferior de la ranura única es grande, lo que no es fácil de producir sangría de doblado.
⑦ Al seleccionar el molde superior, debemos comprender los parámetros de todos los moldes y decidir qué molde superior utilizar en función de la forma del producto a formar.
⑧ Al doblar productos con dureza extremadamente alta o chapas metálicas gruesas, no está permitido utilizar moldes para doblar barras de acero u otros productos cilíndricos.
⑨ Al utilizar moldes, mantenga la mente despejada y bloquee los moldes superior e inferior una vez que la máquina se haya alineado con el origen. Evite que los moldes se caigan, lesionen a las personas o los dañen. Durante la operación, tenga cuidado de no aplicar demasiada presión de golpe y preste atención a los cambios en los datos mostrados en la pantalla.
⑩ Después de utilizar las herramientas, deben devolverse inmediatamente al armarios de almacenamiento de herramientas Se coloca en la rejilla y se sigue la marca. El polvo del molde debe limpiarse regularmente y se debe aplicar aceite antioxidante para evitar la oxidación y reducir la precisión del molde.
El diagrama esquemático de la forma del punzón superior se utiliza principalmente para procesar ángulos mayores o iguales a 90° con una cuchilla recta, como se muestra en la figura siguiente, y para procesar ángulos mayores o iguales a 90° con una cuchilla curva, como se muestra en la figura siguiente. Para procesar ángulos mayores o iguales a 30° con una cuchilla afilada, como se muestra en la figura siguiente.
El diagrama esquemático de la forma del molde inferior se utiliza principalmente. Observe que el molde inferior de una sola V se muestra en la siguiente figura. 1. Cuando el ángulo en forma de V es de 86° (valor de referencia), se pueden procesar ángulos mayores o iguales a 90°. 2. Cuando el ángulo en forma de V es de 30° (valor de referencia), se pueden procesar ángulos mayores de 30°. El molde inferior utilizado para la dobladora rápida es de este tipo. El molde inferior de doble V se muestra en la siguiente figura. El molde inferior utilizado para la dobladora AMADA es de este tipo.
Segmentación de herramientas de plegado:
En circunstancias normales, la longitud de la herramienta es de 835 mm; para facilitar el doblado de diferentes longitudes, la longitud total de la herramienta a menudo se divide en las siguientes secciones: 10 + 15 + 20 + 40 + 50 + 100 + 100 + 200 + 300 = 835
Correspondencia entre el espesor de la placa y el ancho de la ranura:
Normalmente, el ancho de la ranura es 6 veces el espesor de la placa. La tabla comparativa del espesor de la placa y el ancho de la ranura especificada actualmente por Wan Jiayuan es la siguiente: Espesor del material (mm): 1,0, 1,2, 1,5, 2,0, 2,5. Ancho de la matriz inferior de la dobladora (mm): 6681216.
El tamaño mínimo de doblado para el procesamiento según la tabla de comparación anterior (incluido el espesor de la placa):
Espesor de la placa (mm) 1,01,21,52,0L tamaño mínimo para doblado en forma de L (mm) 4,54,768,5Z tamaño mínimo para doblado en forma de Z (mm) 77,4912
Secuencia de doblado convencional:
1. Primero el lado corto y luego el lado largo: En términos generales, cuando se doblan los cuatro lados, doblar primero el lado corto y luego el lado largo es beneficioso para el procesamiento de la pieza de trabajo y el ensamblaje del molde de doblado.
2. Primero la periferia y luego el medio: Normalmente, se pliega desde la periferia de la pieza de trabajo hacia el centro de la misma.
3. Primero parcial y luego general: si hay algunas estructuras dentro o fuera de la pieza de trabajo que son diferentes de otras curvas, generalmente es necesario doblar estas estructuras primero y luego doblar otras partes.
4. Considere las situaciones de interferencia y organice la secuencia de doblado de manera razonable: La secuencia de doblado no es fija y la secuencia de procesamiento debe ajustarse adecuadamente de acuerdo con la forma del doblado o los obstáculos en la pieza de trabajo.



 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA




 English
English Pусский
Pусский Español
Español